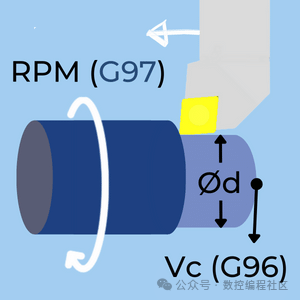
什么是恒定表面速度(G96)
在机械加工中, 恒定表面切削速度意味着刀具和工件之间保持恒定相对速度(称为“切削速度”)。这是通过让床根据工作直径控制主轴转速来实现的。随着切削刃越来越接近工件中心(直径较小),转速会增加以保持恒定的切削速度。
G96是模态命令,指示 CNC 系统输入“恒定表面切割速度”。随后输入的任何运动 CNC 代码都将相应地运行。
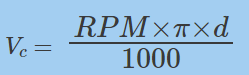
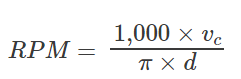
用于计算所需 RPM 的公式,从而得到所需的切削速度。
以下公式计算在G96 模式下输入特定切削速度时 CNC 控制器将请求的主轴转速。(请注意,英制和公制单位的公式不同。)
英制
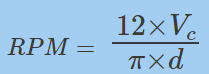
V c,单位为SFM(表面英尺/分钟)
公制
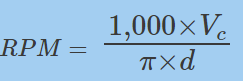
V c以米/分钟为单位。
什么是恒定 RPM(G97)
在加工中, 恒定 RPM 意味着对 CNC 车床以保持主轴的 RPM 恒定进行加工。因此,当加工不同直径时,表面速度 (SFM ) 会有所不同。随着刀具远离工件中心,切削速度会增加。
G97是模态命令,指示 CNC 系统进入“恒定主轴转速”模式。随后输入的任何运动 CNC 代码都将相应地运行。
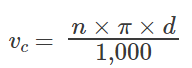
确定 RPM 的切削速度的公式
以下公式计算在G97 模式下编程特定主轴速度时获得的切削速度 (SFM) 。(请注意,英制和公制单位的公式不同。)
英制
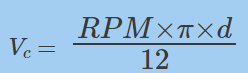
V c,单位为 SFM(表面英尺/分钟)
公制
V c(米/分钟)
G96 和 G97 –编程示例

恒定 SFM(G96 示例)
N10 G21;(公制单位)
N20 G96 S91;(常数 Vc=91 米/分钟)
N30 G00 Z0 X25.4;(定位)
N40 G01 Z2.0 F0.25(车削 Φ1")
N50 G00 Z3 X50.8;(定位)
N60 G01 Z4.0 F0.25(车削 Φ2")
注释:
N20 – 切削速度为 91 米/分钟
主轴转速按下式计算:
N40 - 直径为 25.4 毫米时主轴转速将为 1146 RPM。
N60 – 直径为 50.8 毫米时主轴转速将为 573 RPM。
表面速度 (Vc) 保持恒定,主轴速度变化 50%。
注意:实际上,如果计算的 RPM 高于机器的最大速度或大于 G50 中设置的限制,实际速度可能会更慢。

恒定 SFM(G97 示例)
N10 G21;(公制单位)
N20 G97 S700;(恒定 RPM n=700)
N30 G00 Z0 X25.4;(定位)
N40 G01 Z2.0 F0.25(车削直径Φ 1")
N50 G00 Z3 X50.8;(定位)
N60 G01 Z4.0 F0.25(车削直径 Φ2")
注释:
N20 – 主轴转速定义为 700 RPM
每个直径的切削速度(SFM)通过以下公式计算:
N40 – 直径为 25.4 毫米时,表面速度将为 183 SFM
N60 – 直径为 50.8 毫米时,主轴转速将为 365 SFM
正如您所看到的,不同的直径下会“感受到”不同的切削速度。